


AS 9100D
ISO 9001
TS 16949
sales@c-titan.net
Professional & Reliable
In light of C-TITAN's mission to promote the application of titanium, we are willing to share our experiences, even though some of these insights were once considered confidential trade secrets related to our core technologies.
Dimension and its tolerance take precedence in most customers' requirements; however, mould wear monitoring—an essential factor for maintaining precision—is often overlooked.
The second point pertains to continuous process optimization. This includes implementing reverse deformation techniques and designing anti-deformation moulds during heat treatment. Additionally, it is crucial to maintain detailed records throughout the entire process for traceability and quality management purposes, which further supports ongoing process optimization efforts.
Your Material Innovation Partner
Material Genome Engineering Platform
• Alloy design based on computational materials science (CALPHAD method)
• Tunable key performance indicators:
✓ Strength range: Max 1500MPa
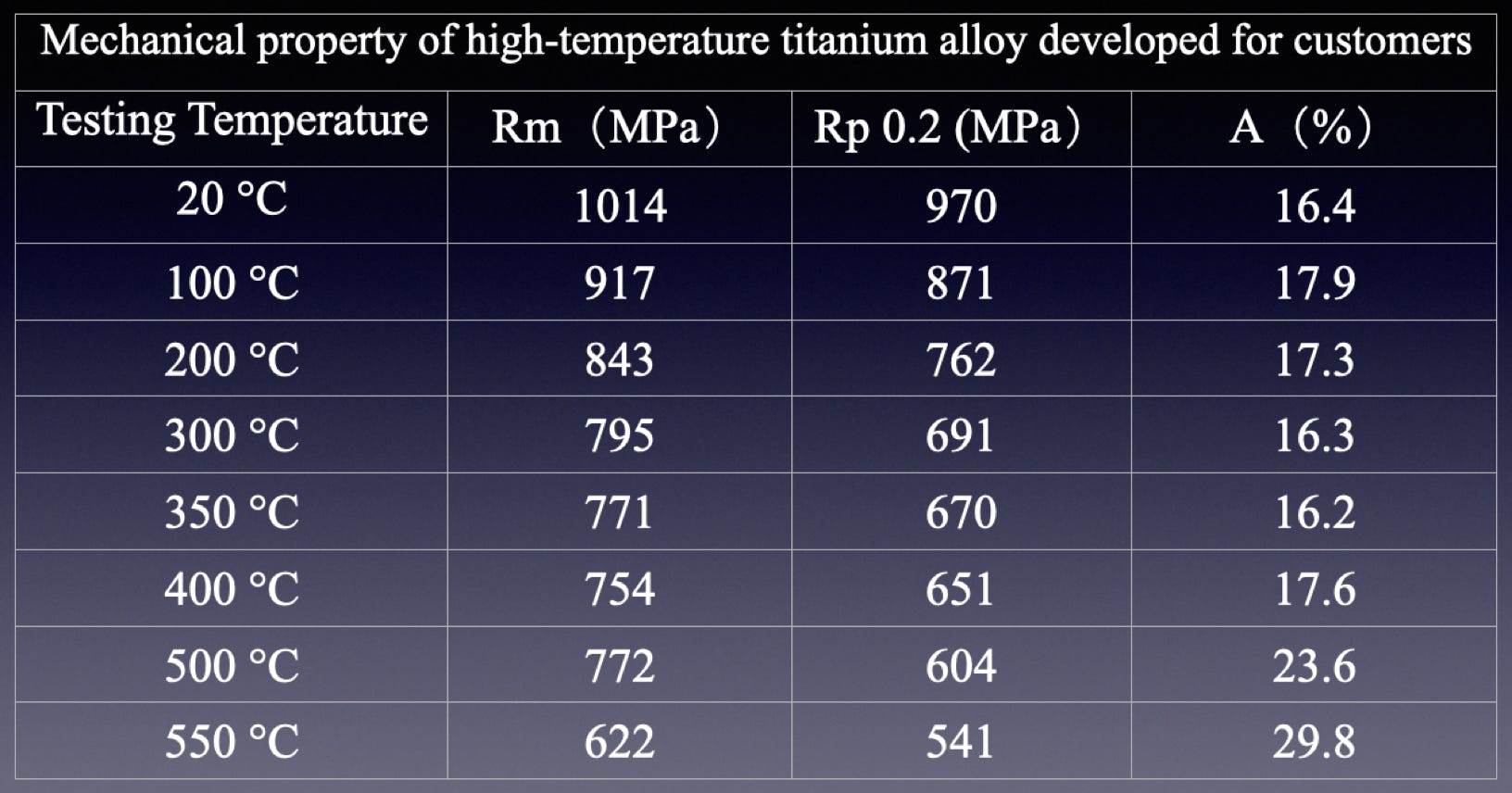
✓ Operating temperature: -196°C to 600°C
Testing Capabilities
• 3D Atom Probe (3DAP)
• Synchrotron radiation in-situ analysis
• SEM comparison images of microstructure before/after optimization
• Performance/cost comparative analysis
Intellectual Property
• NDA agreements available
• Patent-sharing options
We engineer cost-saving performance
Topology-Optimized Designs
• Weight reduction without compromising strength
• AI-driven generative design for maximum material efficiency
• Verified by FEA simulation (stress/strain/thermal analysis)
Manufacturing-Centric Optimization
• Process-specific optimization for each manufacturing method
• Design for Manufacturability (DFM) analysis included
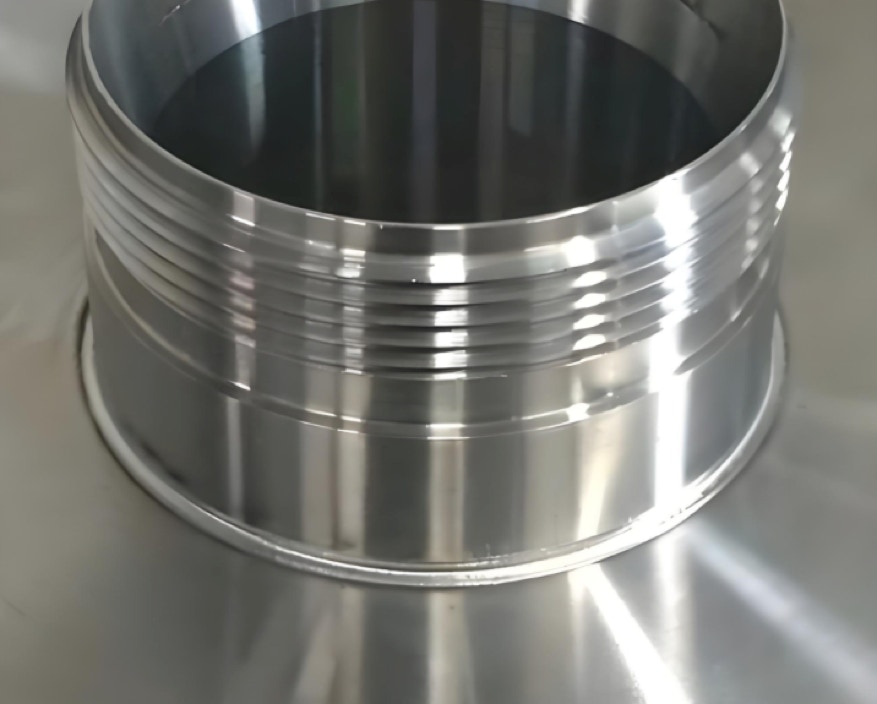
Case Explanation: The component in question features a large base with several protruding flanges. Machining these elements directly from a single plate would lead to significant material waste. By individually machining the base and the flanges, followed by employing laser welding for assembly, we achieved a cost reduction of 54%.